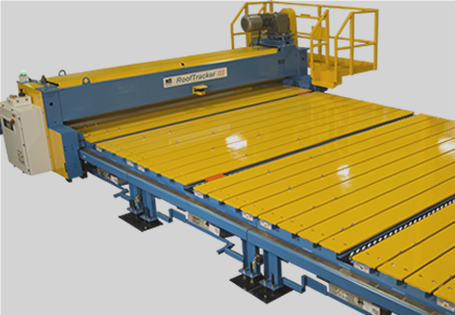
RailRider ProMD
Un premier choix année après année pour la fabrication de poutres de plancher.
CARACTÉRISTIQUES
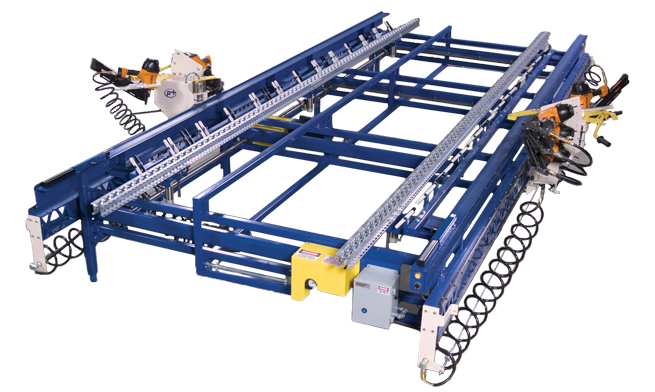
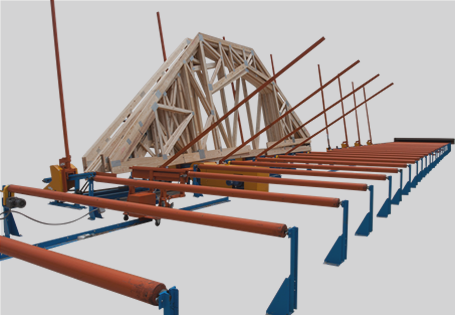
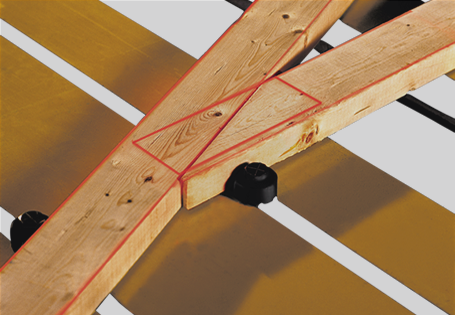
ASSEMBLAGE EFFICACE DE POUTRES DE PLANCHER
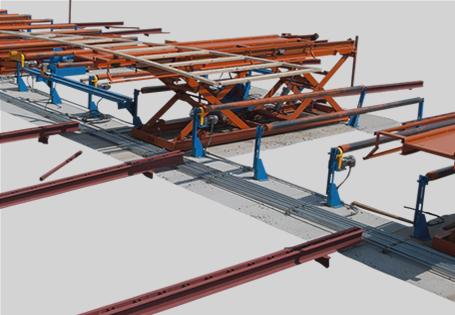
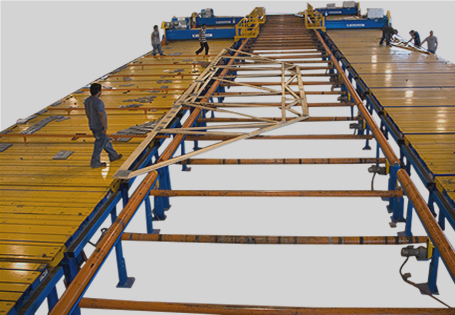
- La table est offerte en longueurs multiples, toutes dotées de zones d’appui pour têtes de presse d’assemblage.
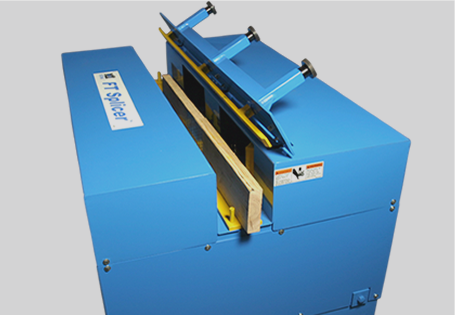
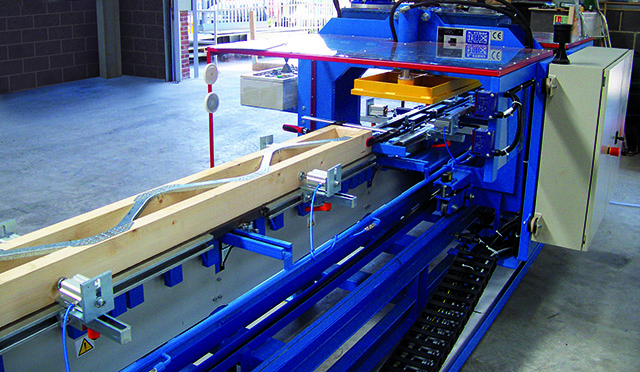
- La pince pneumatique comprend un réglage de profondeur automatique pour les gabarits de deux fermes.
- Des scanneurs de chaque côté de la tête de presse protègent les employés et empêchent les dommages à l’équipement.
- Beaucoup d’options pour encore plus d’efficacité!
Vidéo d’aperçu de RailRider Pro
SPÉCIFICATIONS
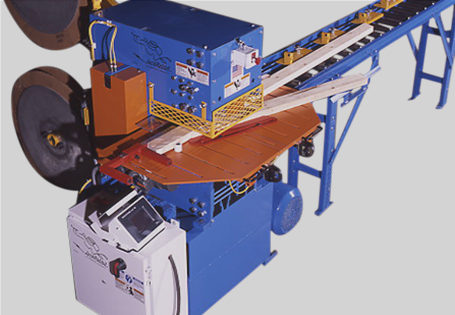
La presse qui est conçue spécialement pour l’assemblage de poutres de plancher intègre les plaques complètement lors de chaque passage.
- La table de 40 pi comprend une surface de gabarits de 42 pi et comprend des espaces d’arrêt pour la tête de presse d’assemblage aux deux extrémités
- Une télécommande permet de contrôler le réglage pneumatique des gabarits à distance
- Différentes méthodes d’éjection sont offertes pour passer rapidement à la poutre suivante
- Découvrez toutes les options offertes à la page des Options.
- Placez les planchers du côté de l’alimentation de la table selon la configuration appropriée.
- Utilisez la télécommande pour activer les cylindres pneumatiques serrant les planches. La fixation s’ajuste automatiquement selon la largeur de la poutre.
- Placez les plaques de connecteur sur la face orientée vers le haut de la poutre.
- À l’aide des commandes suspendues, placez la presse d’assemblage au-dessus de la poutre de plancher pour intégrer les plaques complètement.
- Renversez la poutre du côté de l’alimentation vers le côté de sortie à l’aide des dispositifs escamotables ou des inverseurs contrôlés par la télécommande, ou manuellement si les dispositifs pneumatiques en option ne sont pas installés.
- Assemblez une autre poutre sur côté de l’alimentation tout en plaçant les plaques simultanément du côté vers le haut de la poutre se trouvant du côté de la sortie de la table.
- Placez la tête de presse d’assemblage au-dessus des poutres pour intégrer les plaques complètement. Lorsque le processus est commencé, une poutre assemblée quitte la table lors de chaque passage de la tête de presse d’assemblage.
- Si un système d’enture est installé sur la table, du bois enté peut également être assemblé avec chaque passage des rouleaux.
- Pour les systèmes avec éjection à l’extrémité, faites pivoter le dispositif de prévention de renversement au niveau de l’extrémité d’éjection du côté de la sortie pour que le retrait du gabarit avant l’éjection de la poutre ne nécessite pas d’outils.
- Retirez la poutre du côté de la sortie à l’aide des options d’éjection contrôlées par la télécommande ou manuellement si les dispositifs pneumatiques ne sont pas installés.
- Répétez le processus à partir de l’étape 5.
DONNÉES PHYSIQUES
| Dimensions de la presse d’assemblage | Largeur de 10 pi 3 po avec plateforme |
| Dimensions des rouleaux | 24 po de diam. ext. nominal |
| Matériau des rouleaux | Acier de 1 po |
| Ouverture de la gorge | Largeur de 7 pi 4 po, couvre les deux côtés de la table |
DONNÉES DE PERFORMANCE
| Vitesse de déplacement | 100 pi/min (voir Options) |
| Capacité de bois | Poutres de 9 1/2 po à 24 po de largeur (voir Options) |
| Direction du déplacement | Gauche et droite |
| HMI | Commandes suspendues pour la tête de presse d’assemblage et télécommande pour les dispositifs pneumatiques |
DONNÉES ÉLECTRIQUES
| Spécifications électriques | 208/230/460/575 V c.a., 60 Hz, triphasé |
| Utilise une barre collectrice surélevée ou un câble suspendu |
- Enture sur la table: Les extensions d’enture vous permettent de placer les planches d’une extrémité à l’autre à mesure que le rouleau effectue le pressage de la poutre.
- Support de plaques surélevé: Réduisez considérablement les déplacements sans valeur ajoutée en stockant plusieurs formats de plaques au-dessus de la surface de la table, à portée de main des assembleurs.
- Augmentez les capacités de largeur des poutres à :
- 11 7/8 po à 26 po ou
- 12 po à 30 po
- Deux zones pneumatiques pour construire et éjecter deux poutres plus courtes au lieu d’une poutre plus longue
- Commandes suspendues au côté opposé du fonctionnement
- Cambrure personnalisée sur la rampe latérale
- Convoyeur motorisé pour les systèmes à éjection d’extrémité
- Options pneumatiques :
- Renverseur du côté de l’alimentation
- Dispositifs escamotables du côté de l’alimentation et/ou de la sortie
- Élévateurs d’éjection latérale du côté de la sortie
- Élévateurs d’éjection d’extrémité du côté de la sortie
Télécharger la feuille de spécifications complète
Télécharger le fichier PDFASSISTANCE ET RESSOURCES DIVISION MACHINERIE
MiTek offre des services de conseil, de test, de documentation, d’assistance à la conception et de service client rapide. Visitez notre centre d’assistance, de formation et de base de connaissances pour plus d’informations.
MACHINERIE
Découvrez l’équipement de fabrication de composantes le plus complet, fiable et productif de l’industrie.